Industries
We combine our industry knowledge with the right products to help you work safely and efficiently.

Chemical Processing
Coyle Supply provides corrosion-resistant products engineered for aggressive chemical environments. Our experts help you choose optimal materials and configurations to ensure process integrity and meet compliance in demanding chemical processing applications. From specialized alloy piping to chemical-resistant valves, we offer solutions that extend equipment longevity and reliability.
Specialized material selection
for corrosive and high-purity chemical handling systems, like lined piping, specialty alloys, and engineered plastics.
Chemical-compatible instrumentation
that provides accurate measurements and control in aggressive conditions.
Safety and containment systems,
including chemical-resistant hoses, specialized expansion joints, and environmental protection equipment.

Food and Beverage
We offer hygienic process products, meeting strict sanitary standards and FDA/3-A requirements. With the right products, our team helps you improve production efficiency, food safety, and clean-in-place effectiveness while maintaining the highest sanitary standards during processing.
Sanitary valves, pumps, and fittings
made from FDA-compliant materials. These products have surface finishes that prevent product contamination.
Steam system optimization
for efficient pasteurization, sterilization, and process heating applications with precise temperature control.
Clean-in-place system components,
including specialized instrumentation and automated valve packages for thorough cleaning validation.

Institutional
Coyle Supply helps hospitals, universities, and government buildings maintain reliable systems. We address aging infrastructure challenges while enhancing energy efficiency and meeting regulations in these environments. Our team connects you with hydronic balancing products like pressure-independent balancing and control valves, automatic balancing valves, and differential pressure controllers.
Steam system upgrades
that improve heating reliability and lower energy use.
Hydronic balance products
for HVACS in large facilities or apartment complexes.
Automation and instrumentation
components to control critical systems and monitor utility use.

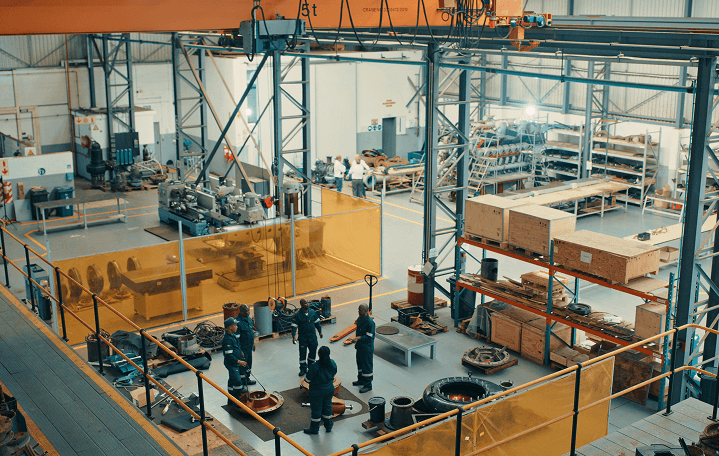
Manufacturing
The manufacturing sector relies on Coyle Supply for process components that ensure reliable production, enhance efficiency, and reduce downtime. Our team works with your maintenance and engineering teams to optimize system performance while simplifying procedures and controlling costs.
Testing and expertise,
including steam trap surveys and system walkthroughs, to help identify potential failures before they disrupt production.
Custom valve automation packages
engineered for specific process requirements.
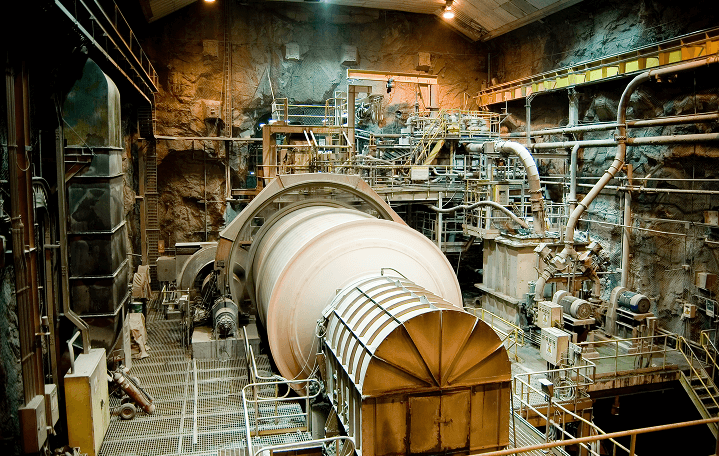
Mining
Our team delivers specialized components for harsh mining conditions. These products handle abrasive media and high-pressure requirements. Selecting the right products helps extend your system’s service life, minimize downtime, and ensure safety compliance in mineral processing systems.
Abrasion-resistant piping systems
that withstand wear from slurry transport and mineral processing.
Heavy-duty valve packages
with specialized trim and actuation systems for reliable control of challenging mining media.
Custom-engineered hose assemblies
for high-pressure applications with reinforcement and end connections selected for your specific environment.

Municipality
Coyle Supply partners with municipal utilities to configure reliable and efficient systems. We help you focus on keeping the public safe while controlling costs. We offer components and expertise that help maintain compliance and maximize the long-term value of public infrastructure.
Water treatment system components,
like chemical feed equipment, filtration solutions, and flow control valves.
Wastewater processing solutions
featuring corrosion-resistant materials and reliable automation for minimal maintenance.
Infrastructure components
engineered for extended service life with specialized coatings and materials.
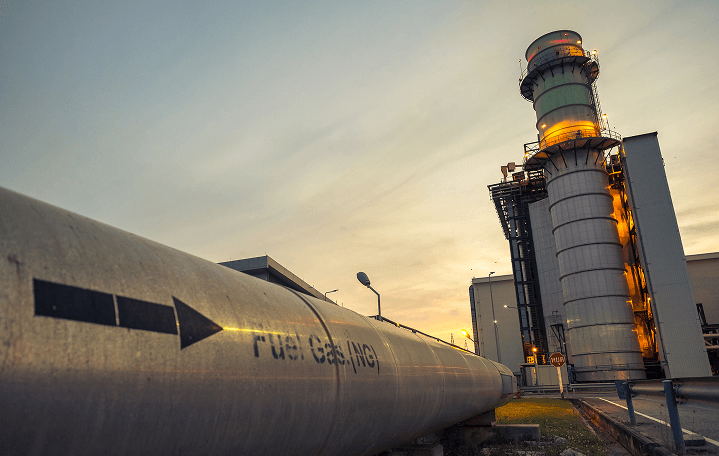
Natural Gas Reclamation
Coyle Supply provides solutions for gas handling systems, managing varying compositions, pressure fluctuations, and critical safety requirements. Our experts share industry knowledge and offer products to maintain system integrity and ensure environmental compliance.
High-pressure rated components,
including specialized valves, instrumentation, and pipeline accessories, specific to natural gas systems.
Gas filtration and separation products
that help protect downstream equipment and ensure process efficiency.
Valve automation and instrumentation
for emissions control and emergency shutdowns.

Oil and Gas
Serving the oil and gas industry requires access to tough products for extremely high-pressure, high-temperature, and corrosive environments. From wellhead to refinery, we help you select options to maximize production efficiency and adhere to strict safety standards.
API-compliant valves and fittings
for petroleum processing applications.
Corrosion-resistant piping systems
fabricated from specialized alloys selected for hydrocarbon-based fluids.
Automated control and safety systems,
including emergency shutdown components and specialized instrumentation for hazardous areas.
Original Equipment Manufacturing (OEM)
We work with OEMs to improve their systems with high-quality flow control components. Our focus is on enhancing performance and helping them stand out in the market. We provide supply chain reliability and technical support to help OEMs streamline flow processes.
Custom product packages
uniquely structured to integrate into your equipment.
Supply chain management,
including vendor managed inventory services and scheduled deliveries to support your facility’s needs.

Pet Food
Pet food manufacturers face unique challenges in handling diverse ingredients. You must combine strict sanitary requirements with high production levels. Our experts present specialized offerings to help keep your pet food products safe while ensuring consistent quality.
Sanitary conveyance parts
made to transport ingredients with minimal contamination risk.
Process heating and cooling solutions
that ensure proper cooking and safe handling of protein ingredients.
Pneumatic transfer systems
for dry ingredient handling with minimal product degradation and dust generation.

Pharmaceutical
Purity, process validation, and regulatory compliance drive product selection in pharmaceutical facilities. We provide decades worth of industry and product knowledge to help your facility meet FDA regulations, GMP standards, and strict validation protocols.
High-purity piping systems
made of specialized materials with appropriate surface finishes and validation support.
Precision instrumentation and control systems
that ensure consistent process parameters and detailed compliance records.
Specialized filtration solutions
to maintain product purity for critical applications.
Primary Metals
The harsh conditions in steel mills, aluminum smelters, and foundries call for products that can handle extreme temperatures and abrasive media. Our team helps you select products for your system that extend service life and withstand demanding metal processing environments.
High-temperature valves
made of specialized alloys that maintain integrity in extreme heat.
Piping systems
for moving liquids and molten materials during smelting, refining, or casting.
Cooling water system solutions,
including filtration, chemical treatment, and flow control components, that cool under varying load conditions.

POWER
The power generation industry relies on Coyle Supply for products that perform reliably under extreme temperature, pressure, and cycling conditions. From high-pressure steam to cooling water systems, we help you maximize power production and support efficiency improvements.
ASME-rated steam system products
for the harsh pressure and temperature conditions in power generation.
Specialized valve packages
for power plant applications, including turbine bypass, feedwater control, and boiler systems.
Water treatment and filtration solutions
that protect critical equipment and ensure environmental compliance.
EXPLORE PRODUCTS
From essential pipe fittings to sophisticated steam management systems, Coyle Supply delivers quality process flow components engineered for performance and reliability. Our product lineup provides the industrial solutions you need to build, maintain, and optimize your critical process systems with confidence.
SEE SERVICES
At Coyle Supply, we pair an extensive product inventory with specialized services to solve your toughest process challenges. We work alongside your staff to optimize systems, build custom valves, and improve process performance while reducing costs.
Start With A Quote
Let's Solve It Together
Request a quote or ask our experts about our product line and services.